ZERO D. poursuit son développement de filaments à fibre continue auto sécable destinés à l’impression 3D (FFF/FDM).
Aujourd’hui nous nous penchons sur le centrage de la fibre de verre au sein d’un filament en PETG, et son influence sur le placement de la fibre au sein d’une pièce imprimée avec ce filament.
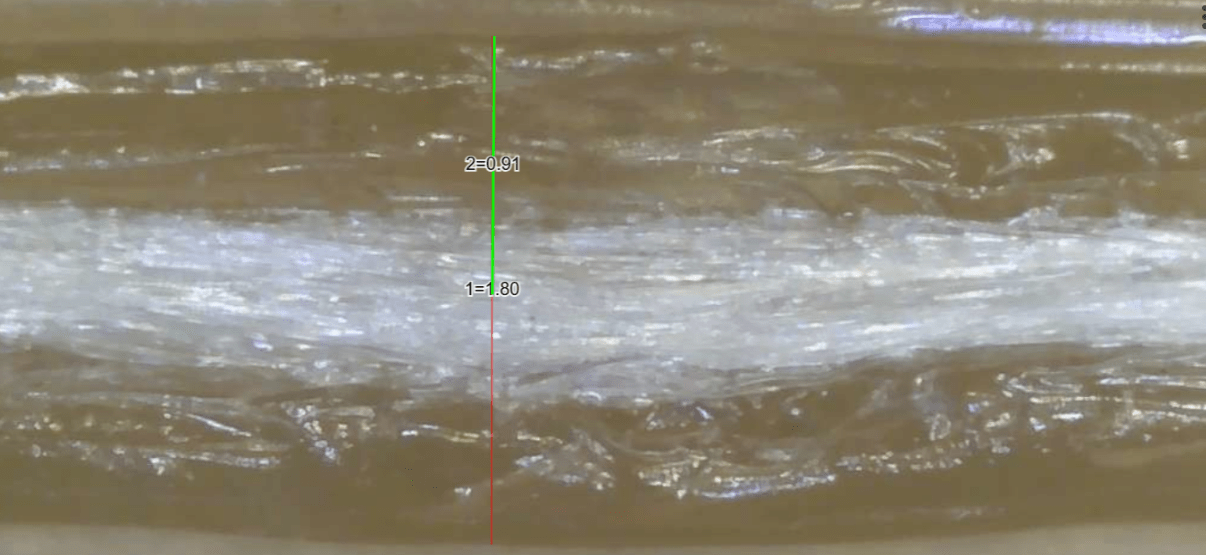
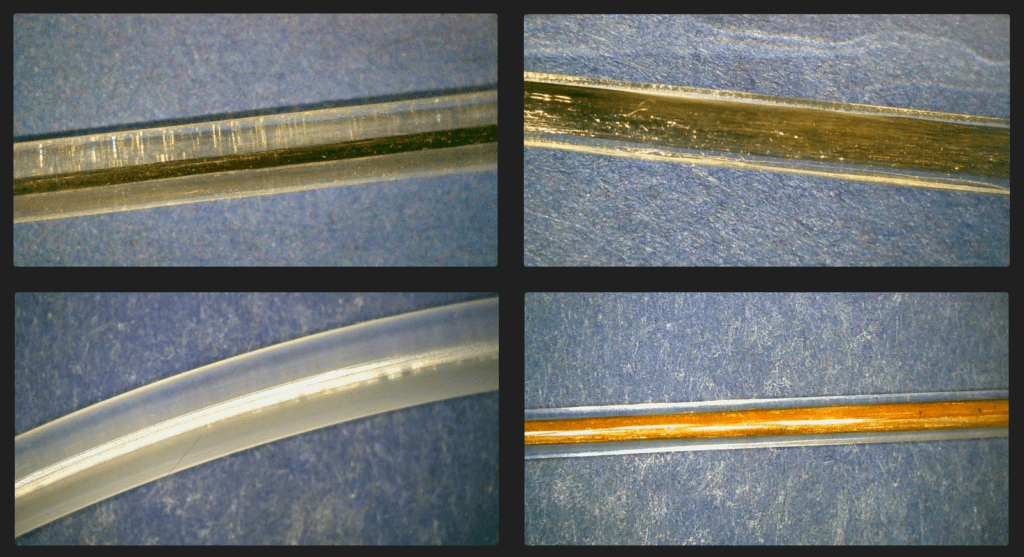
Lors de plusieurs coupes d’un filament PETG contenant une fibre de verre continue 68 tex, on peut observer que la fibre est en moyenne excentrée de 0,37 mm par rapport au point central du filament (ci dessous, le diamètre du filament en mm sur le segment rouge et l’écart par rapport au centre en mm en vert).
Néanmoins, lors de la dépose du filament fibré sur une impression, puisque la fibre est tendue par la tête d’impression, celle-ci est automatiquement centrée. Le placement de la fibre dans le filament ne semble pas jouer un rôle dans l’excentricité de la fibre dans l’impression sur les axes X et Y (ci-dessous, le segment 1 correspond à la layer width et le segment 2 correspond à la distance entre le centre de la fibre et le bord de la layer).
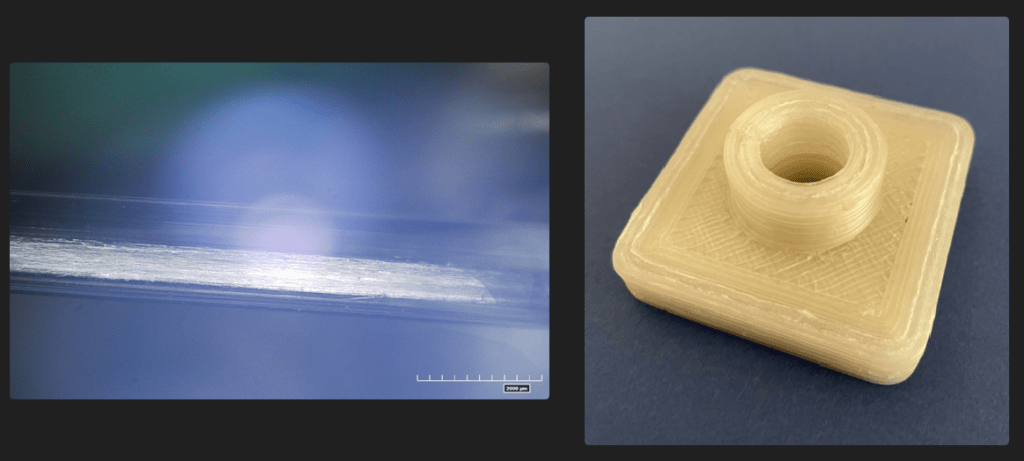
Si on effectue une coupe d’une pièce imprimée avec ce filament, on peut observer néanmoins que la fibre n’est pas placée au centre de la layer sur l’axe Z. Cela est dû au fait qu’à la dépose la fibre est tendue par la buse et tirée à la surface de matrice en PETG qui est encore à l’état pseudo-fondu. La fibre de verre adhère ainsi à la surface de la layer en PETG lorsque celle-ci refroidit. Cela ne constitue pas un problème en soi, car il est possible de recouvrir la dernière layer fibrée par une layer en PETG pur afin d’enfermer la fibre, dont la dépose en Z est à intervalle régulier.
ZERO-D poursuit son développement de filaments à fibre continue auto sécable destinés à l’impression 3D (FFF/FDM).
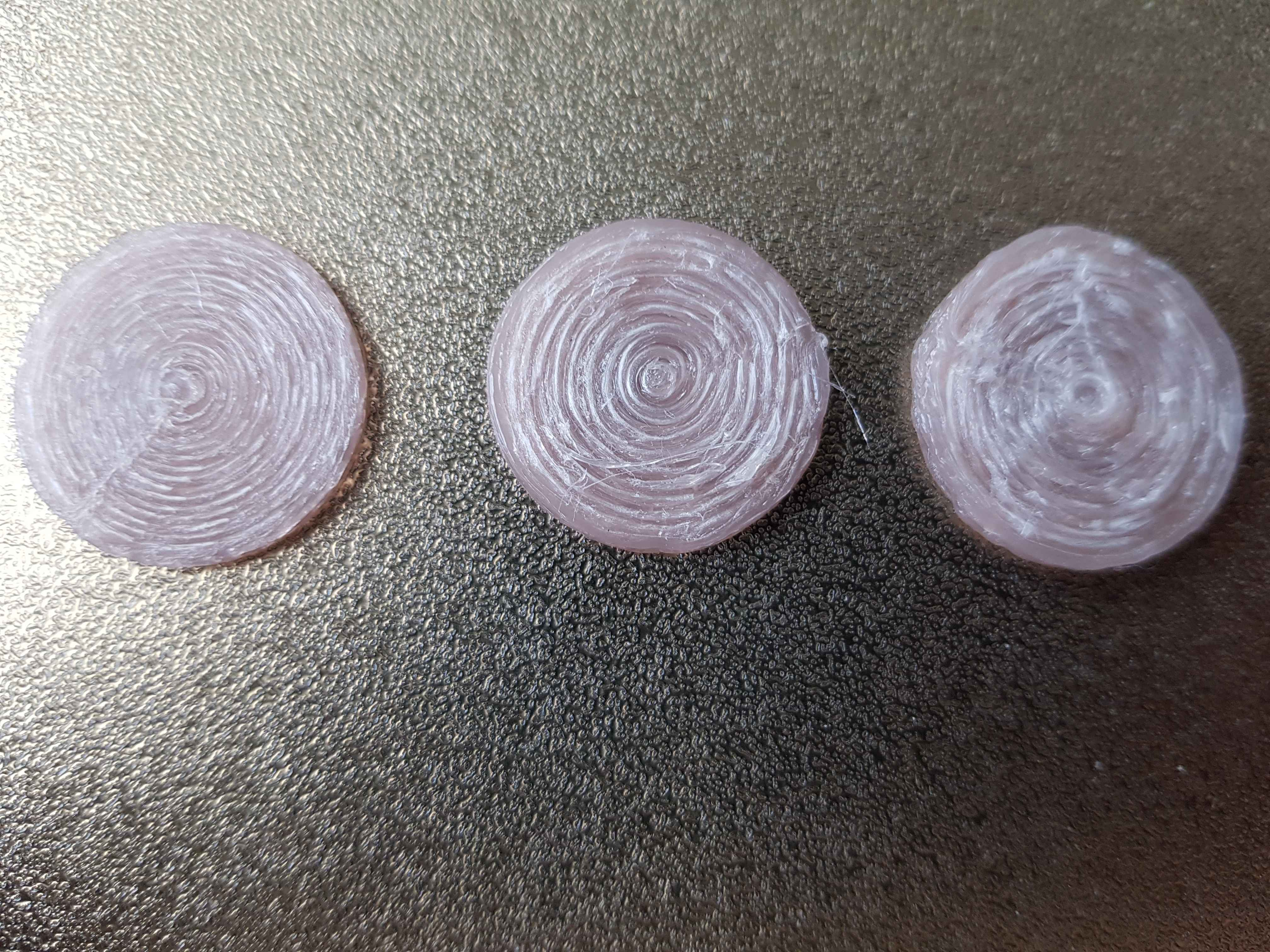
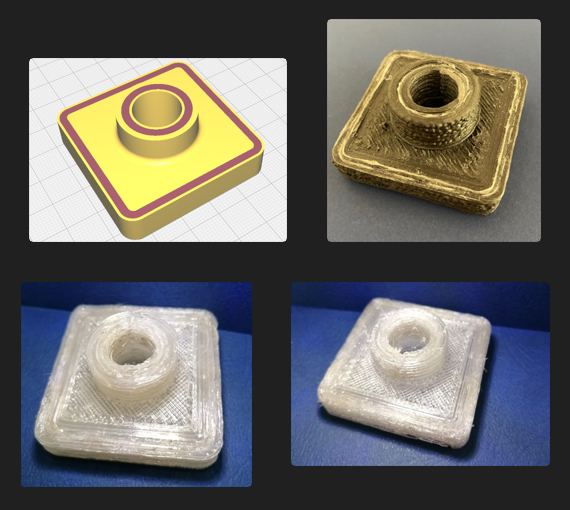
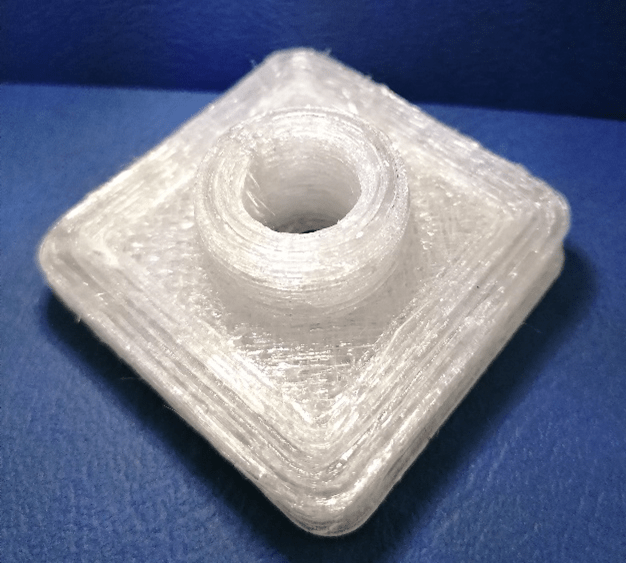
Voici l’une de nos dernières réalisations, une série de jetons de 2,5cm de diamètre imprimés en PETG renforcé à la fibre de verre continue.
Chacun de ces jetons a été imprimé avec un filament de diamètre identique mais renforcé à un TEX différent, respectivement (de gauche à droite) 34TEX, 68TEX et 136TEX.
le fichier STL et les réglages d’impression sont les mêmes pour les 3 jetons: impression à 1mm/s, hauteur de couche de 0,7mm, température de buse de 250°c.
Ce test nous permet d’observer les différences de comportement du filament renforcé à la dépose en fonction de la concentration de fibres, notamment le centrage de la fibre, sa continuité, et l’état de surface. On peut également constater une différence importante dans l’épaisseur de la pièce, malgré les réglages d’impression identiques.
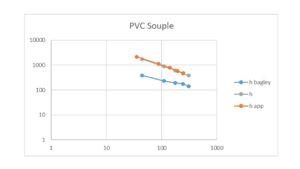
Les rhéomètres de laboratoire reposent sur le principe d’un granulé fondu dans une chambre, et poussé par un piston à vitesse de déplacement connue, ce qui reste éloigné du principe de mise en fusion des matières plastiques. ZERO D. a développé un principe de rhéomètre ONLINE où le granulé est fondu par un système VIS/FOURREAU à l’IDENTIQUE du PROCEDE d’EXTRUSION. Le granulé est ensuite extrudé à travers une buse de géométrie connue permettant de calculer la VISCOSITE APPARENTE. L’utilisation d’un jeu de buse à D identique et rapport L/D différent permet de calculer la VISCOSITE REELLE (correction de BAGLEY et RABINOWITCH). Pour coller au plus près de votre procédé, la vis d’extrusion peut reprendre le profil de votre vis de production. Le calcul de la viscosité apparente sera prochainement intégré à l’IHM sur nos extrudeuses ZDE14 pour production de filament, ou essai de comportement.
ZERO D. poursuit ses développements concernant l’impression 3D (FDM) avec un renfort continu.
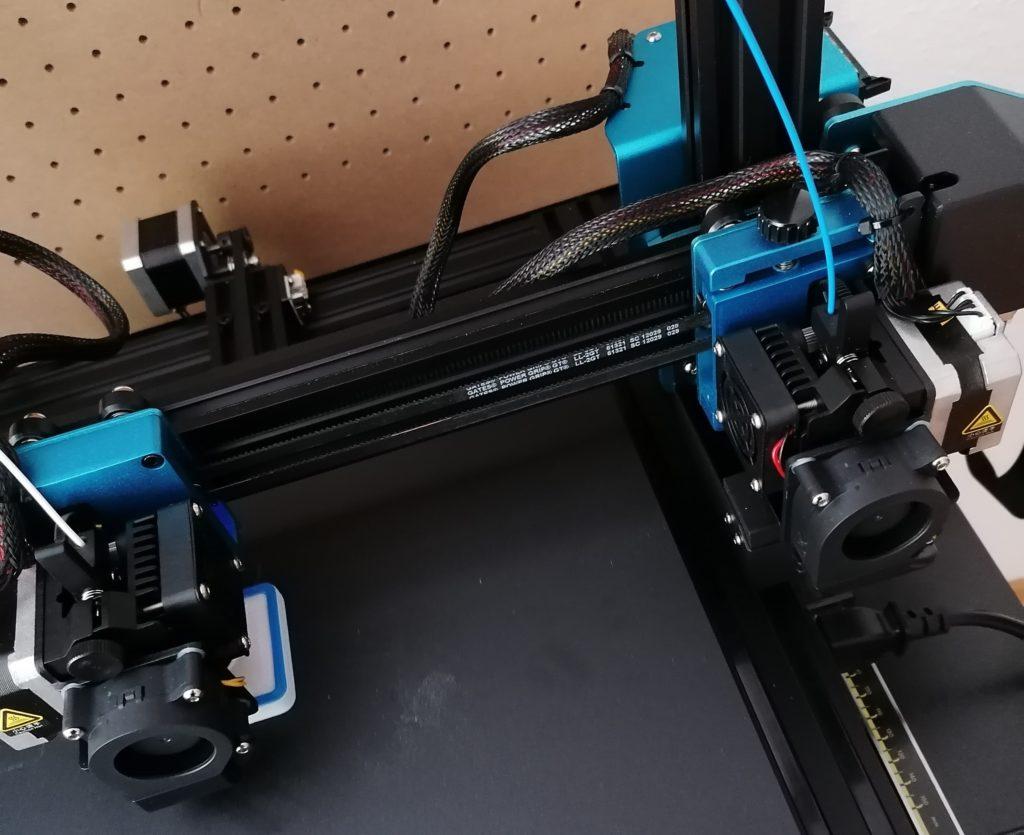
Le renfort est auto-sécable, ce qui permet d’utiliser des imprimantes conventionnelles. Nous utilisons pour notre part la SOVOL SV04, qui est une imprimante de type IDEX (Independent Dual Extruder).
ZERO D. continues its developments in 3D printing (FDM) with a continuous reinforcement.
The reinforcement is self-cutting, making it suitable for use with conventional printers. We use the SOVOL SV04, an IDEX (Independent Dual Extruder) printer.
IDEX Sovol SV04
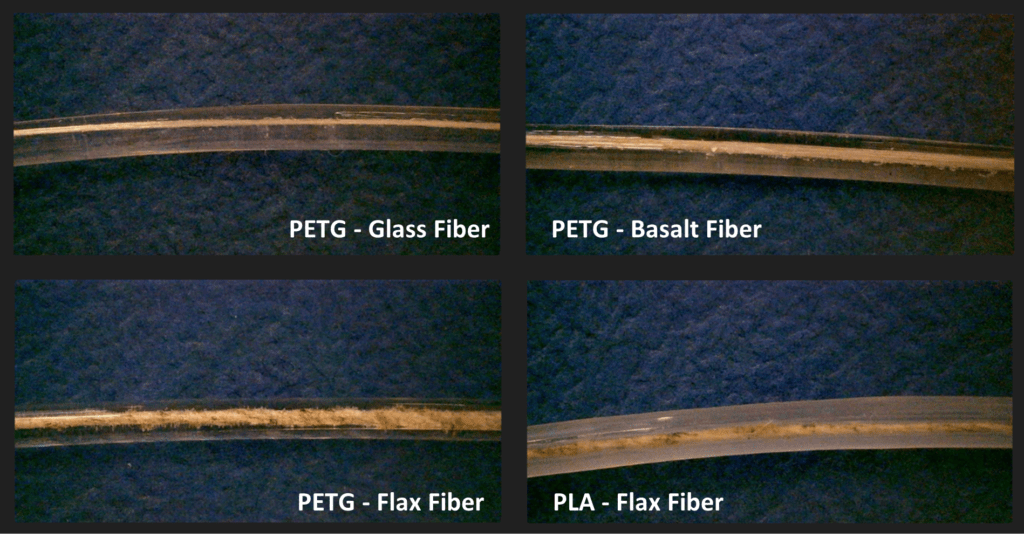
Nos dernières réalisations :
– PETG + fibre de verre (glass fiber)
– PETG + fibre de lin (flax fiber)
– PETG + fibre de basalte (basalt fiber)
– Plastique biosourcé (PLA) + fibre de lin (flax fiber)
Manufacture of filaments reinforced with long continuous fibers (carbon, glass, aramid, basalt, flax…)
Les machines type IDEX permettent de placer « stratégiquement » le filament renforcé aux endroits soumis à sollicitations.
IDEX-type machines make it possible to « strategically » place the reinforced filament in areas subject to stress.
Mais nous sommes aussi capables de produire la pièce entière à partir de notre filaments renforcés fibre continue.
But we are also able to produce the entire part from our continuous-fiber reinforced filaments.
Nos prochains développements :
– Plastique biosourcé et biodégradable avec un renfort végétal (lin)
Our next developments:
– Biosourced and biodegradable plastic with plant reinforcement (flax)
Filaments renforcés par des fibres longues continues
ZERO-D a développé des outillages spéciaux permettant de produire des filaments d’impression 3D renforcés par des fibres longues continues (fibre de verre, de carbone ou bien encore d’aramide). Ces filaments innovants ont pour but d’augmenter drastiquement les propriétés mécaniques des pièces fabriquées par la technologie FDM. Les filaments renforcés produits par la microextrudeuse ZDE® sont ensuite imprimés avec des imprimantes 3D du marché.
Fabrication d’un filament en PA12 à partir de poudre rejetée par des imprimantes 3D SLS
Pièce en PA12 imprimée avec un filament produit à partir de poudre SLS rejetée
La technologie SLS (frittage sélectif au laser) est un procédé de fabrication additive utilisant de la poudre. Cette poudre peut être utilisée lors de plusieurs cycles mais perd ses propriétés au fur et à mesure. Au bout d’un certain nombre de cycles, cette poudre SLS est ensuite jetée.
ZERO-D a donc conçu des profils de vis spéciaux permettant de fabriquer un filament d’impression 3D à partir de cette poudre rejetée par le procédé SLS. La poudre est transformée en filament à l’aide de notre extrudeuse ZDE®.